
Acramatic
Amada
Anilam
Bosch
Boss
DeltaDynaPath
Fagor
Fanuc
Heidenhain
Hinumerik
Hitachi
Mazak
Mitsubishi
Okuma
Sinumerik
Traub
Yasnac
|
CNC / DNC Settings for Okuma 5000 / 7000
| Parameter |
Value |
Comments |
|
| |
| 1 |
0 |
number of spaces/ bytes of tape leader |
| 34 |
10 |
|
| 39 |
4800 |
Baud Rate |
| 44 |
0 |
|
| 45 |
0 |
|
| 46 |
0 |
|
| 54 |
1 |
|
| 57 |
90 |
|
| |
0000 1011 |
Optional parameter bits #1 (ISO Code) |
| |
1010 1010 |
Okuma 7000 Opt Para #8 |
| |
1010 0010 |
Optional parameter bits #12 (Stop Bits/Parity) |
| Function |
|
|
| Punch |
Go to the 'Edit mode' [F3] (PIP), [F2] (Punch), type file name, then [Return] |
| Read |
Go to the 'Edit mode' [F3] (PIP), [F1] (Read), [Return] |
|
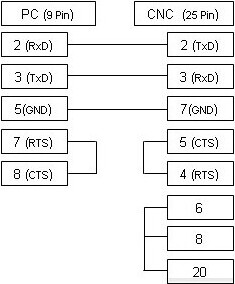
RS232 Cable.
9pin computer to 25pin CNC
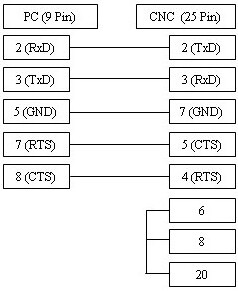
|
Cable shown here works with xOn/xOff (DC1/DC3) flow control and RTS/CTS (Hardware flow control so should work in most cases.
But if you are sure that your CNC does not use any flow control - or requires only xOn/xOff then you may use the the simpler 3 wire cable.
Diagram here |
| |
|
|
{kind=link}