|
CNC / DNC Settings for Fanuc Oi
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Acramatic
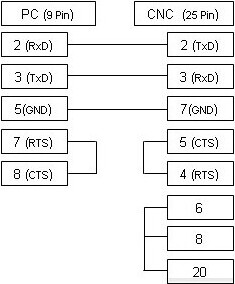
Cable shown here is most common supporting xOn/xOff (DC1/DC3) flow control. If your CNC is configured to use RTS/CTS (Hardware) flow control then see the alternative cable diagram here. If you have this machine and have different/additional settings (or for any other machine not listed on our site) please email to us. Thank you. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||